

様々な加工方法の組み合わせ
今回はこれまでご紹介してきました記事から抜粋しつつ振り返りを行いたいと思います!
また、最後にそれらの加工方法を組み合わせた製造品をご紹介したいと思います!
これまでご紹介してきた加工方法について
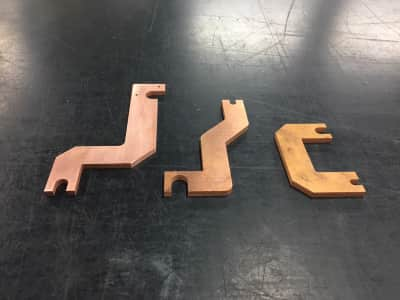
曲げ加工
様々な板厚の曲げ加工についてのご紹介で、0.2mmから20mmまでの極薄~極厚の板厚の製品に幅広く対応する曲げ加工についてご紹介しました。
板厚が厚いブスバーであっても設備の工夫と独自の技術により、クラックが入らない等の特徴があります。
板厚が厚いブスバーの曲げ加工では、クラックが起こるリスクがあります。
成光工業は独自技術により、クラックの発生を抑えた加工がご評価いただいております。


ワイヤー加工
高精度な加工を実現するワイヤー加工とは?ブスバー製作におけるメリット・デメリットをご紹介!で複雑な形状を加工するワイヤー加工についてご紹介しました。
「ブスバー製作」、「金型製作、端子製作」両面において多くのメリットがあります。
また生じるデメリットについてもお客様のご要望に沿って様々な加工方法をご提案することにより最大限のメリットを享受することができます。
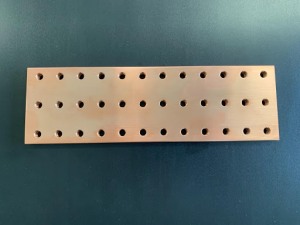
穴あけ加工
よく分かる!マシニングセンタ加工とセットプレス加工の違いは?で穴あけ方法について複数をご紹介しました。
MC加工ではプログラムによる自動化により作業が並行して行えるようになります。
また、セットプレス加工と比べて加工部の断面が綺麗な円型になりました。

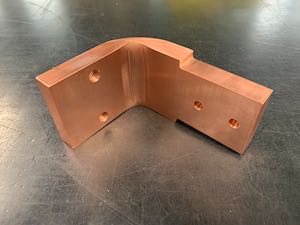
組み合わせ加工
これまでご紹介してきました加工技術を組み合わせ、下記のような形状を作製。
加工方法の組み合わせにあたって、穴加工が曲げ部に近い製品は、偏肉による穴の変形に注意する必要があります。
今回の加工例は板厚があり、曲げRも大きいため、加工手順や加工方法に工夫を要する事案です。
また、加工後の検査でも特に注意しているところです。

まとめ
成光工業では求められる製品に対して様々な加工方法を適宜用いることで複雑な形状の製品にも対応することができます。
ご不明な点がございましたら、お気軽にお問い合わせください!